A Polytecky
A Polytecky é uma empresa especializada em polimento de moldes de
injeção, localizada em Pinhais a 5 minutos de Curitiba. Nossa missão
é prestar um serviço com foco na excelência do produto e na
satisfação do cliente. Referência na área de atuação, a Polytecky
está preparada para atendê-lo com qualidade sem igual.
Características do Polimento
Dependendo do tipo de aplicação, certos produtos exigem ou
requerem acabamentos ou texturas especiais que, para serem
conseguidos, envolvem técnicas também especiais, desde processo
elétrico ou químico até manual, para os diversos tipos de
superfícies. Destas, a técnica manual é a que exige mais
prática, principalmente no caso de superfícies planas
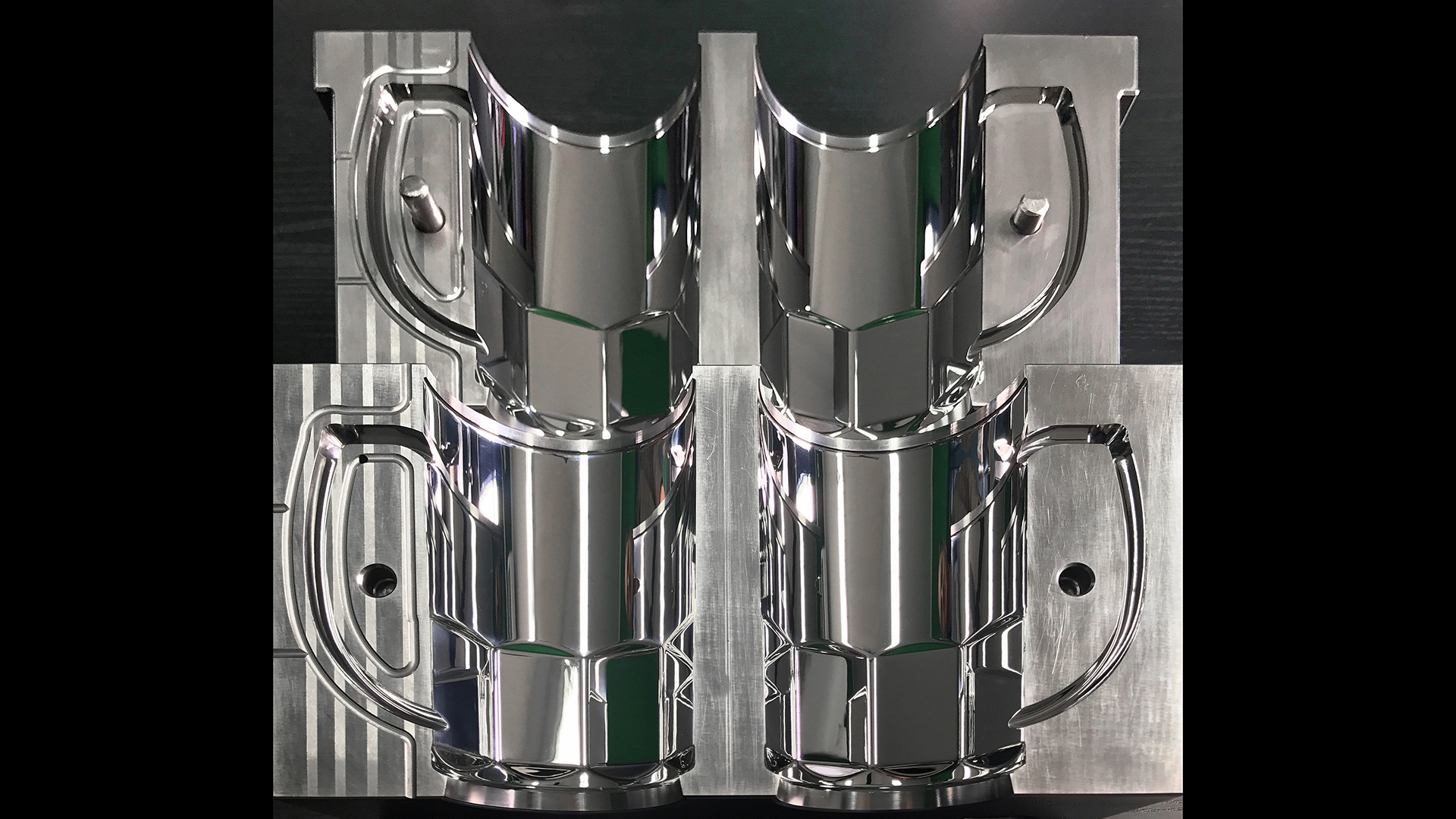
espelhadas. Em muitos casos, as peças e objetos de plásticos
necessitam ter um aspecto visual final agradável, brilhante.
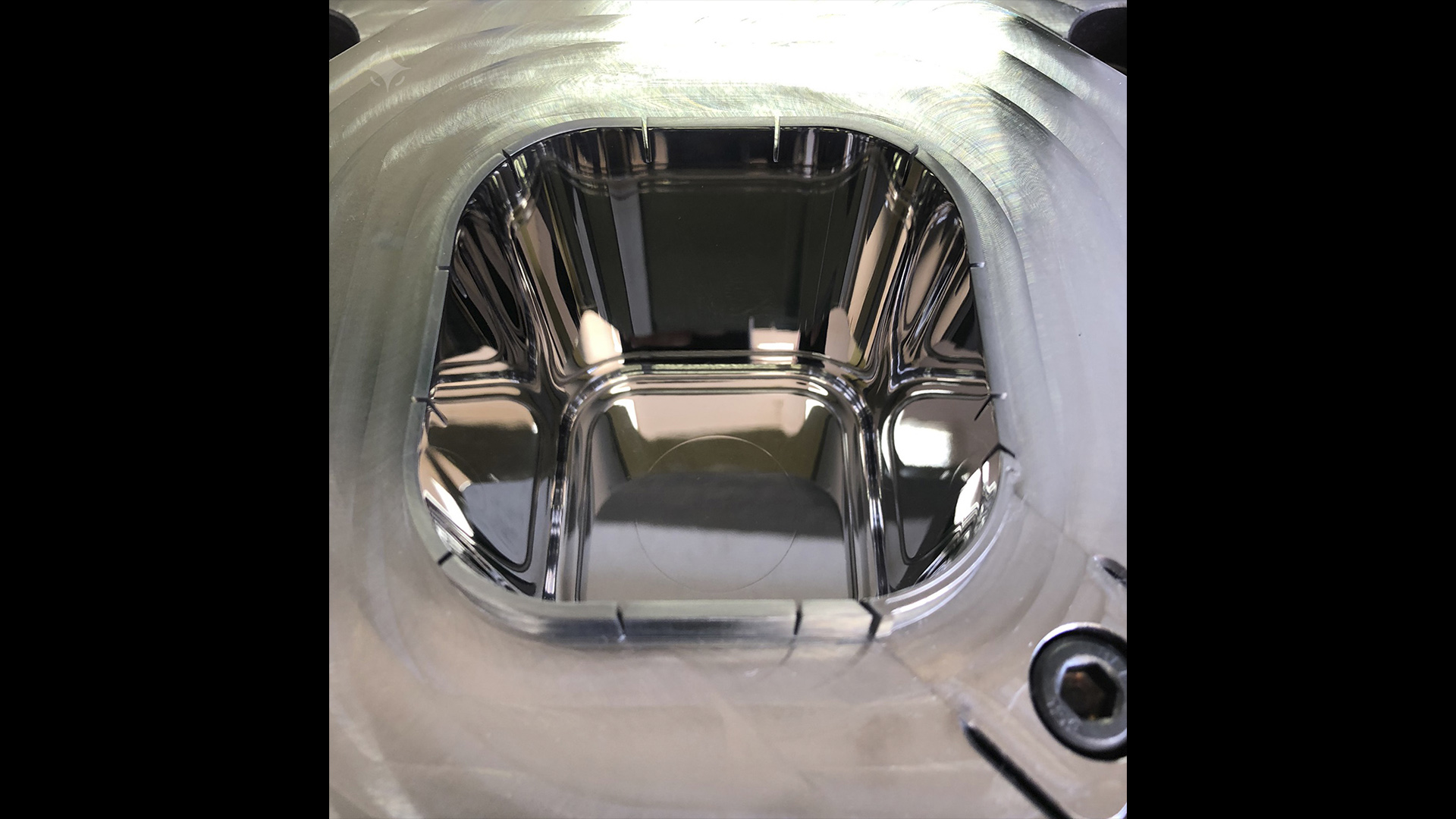
Para que a peça atinja este objetivo é necessário o perfeito
polimento das cavidades através da importante operação de
polimento. Os tipos de acabamento em detalhes de alguns produtos
já indicam a utilidade ou função do mesmo.
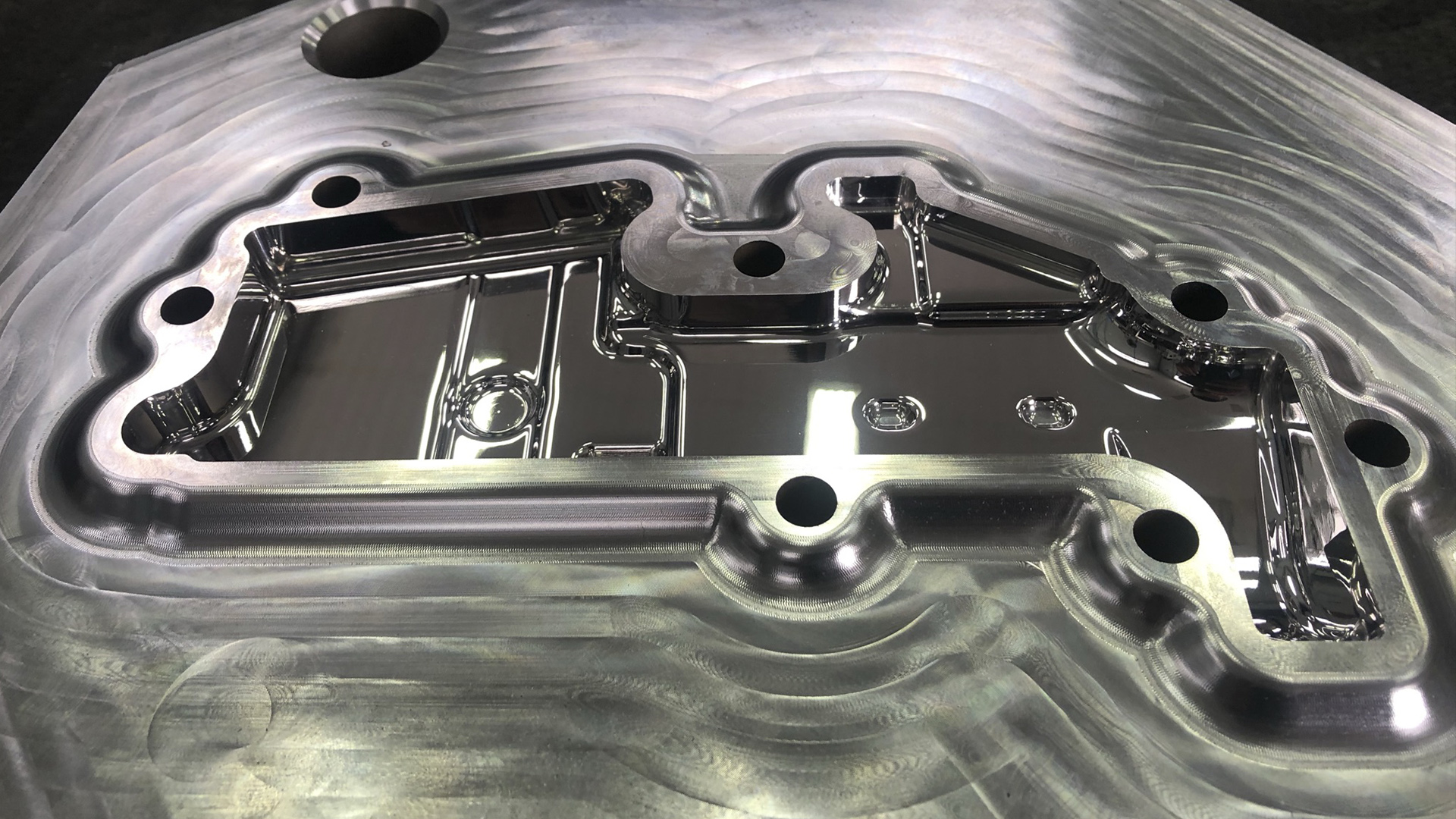
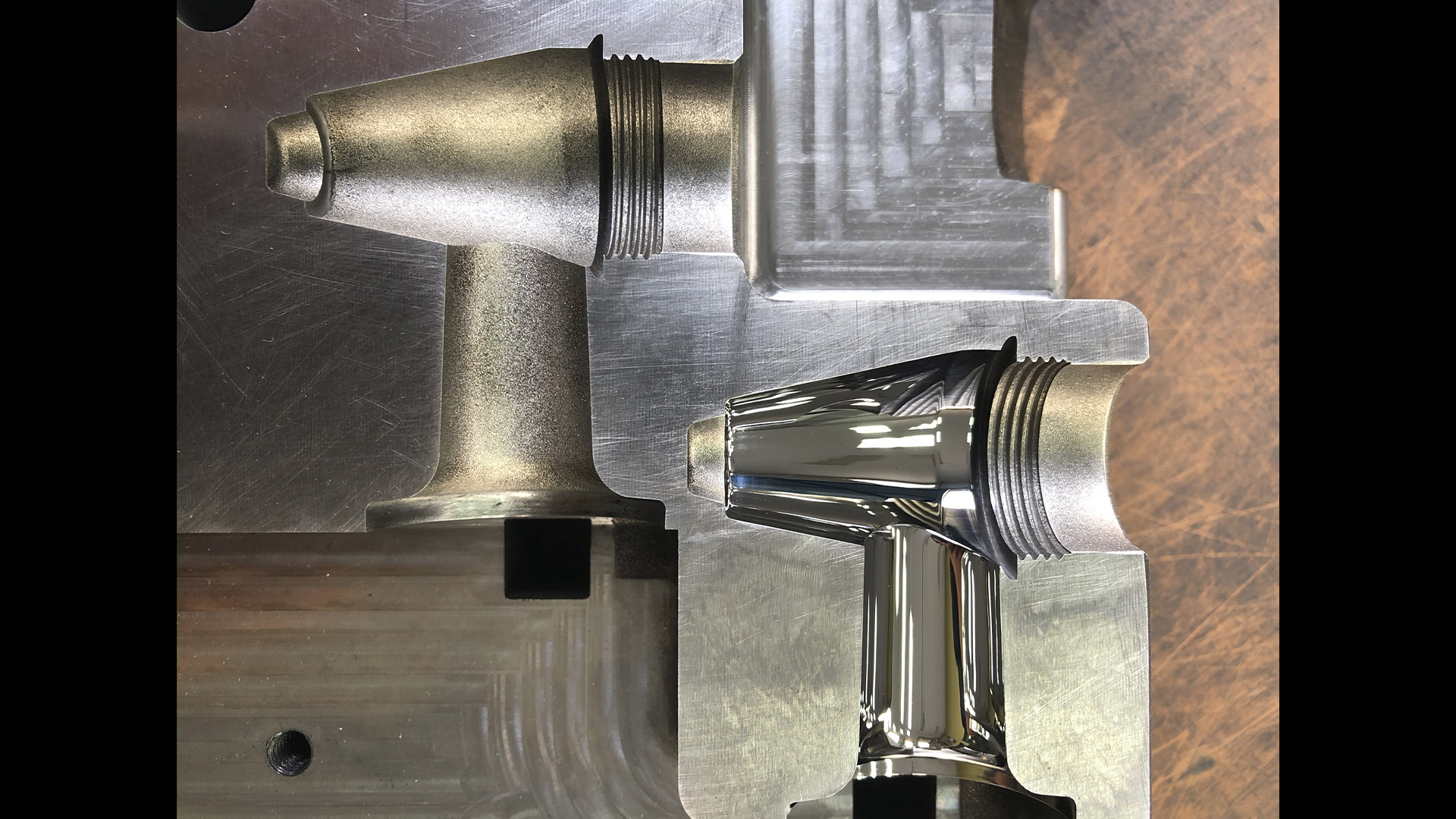
Em geral, o polimento é avaliado a olho nu, o que significa que
a superfície examinada deve estar totalmente livre de riscos,
porosidades e marcas de abrasivos utilizados durante a execução.
No caso de polimentos espelhados, a avaliação final do resultado
da superfície pode também ser feita através da utilização de
instrumentos ópticos. Muitas vezes um polimento visto através
destes mostrará riscos que, entretanto, poderão ser aceitáveis a
olho nu e, consequentemente, não aparecerão na peça pronta.
Efetivamente, uma análise final da qualidade do polimento
dependerá muito da experiência do polidor.
Interferências no polimento
O grau de polimento depende ou sofre interferência de alguns
aspectos importantes. Em primeiro lugar vem a técnica do
polimento, ou seja, o roteiro que o polidor irá seguir e os
meios para realizar o serviço (seja manual ou na máquina). A
técnica do polimento é um fator importante e, uma vez usada a
técnica conveniente, praticamente em todos os casos será
possível atingir resultados aceitáveis. É também de grande
importância o conhecimento do tipo de aço em que se trabalhará o
polimento, pois as características próprias do aço exigem
técnicas (ou processo de roteiro) diferentes, mesmo que este
seja de ótima qualidade. Outro aspecto que interfere para o bom
polimento é o tratamento térmico aplicado ao aço.
A uniformidade do grão do aço é importante, haja visto que
existem aços que não foram bem fabricados e consequentemente,
durante o polimento, serão encontrados pontos que diferem de
dureza entre si. Nestes casos, o abrasivo vai retirar mais
material em certos pontos que em outros. O fator polibilidade,
que mede a facilidade de realização do polimento em um aço para
moldes, é afetado por diversos fatores metalúrgicos. A
superfície do molde é fundamental para o acabamento da peça
produzida e seu grau de polimento depende da aplicação.
Dureza do aço e influência no tempo de polimento
A variação de dureza tem influência direta no polimento e, por isso,
acaba tornando-se óbvio que aços com diferentes durezas requeiram
diferentes tipos de polimento. Os aços já tratados e
consequentemente com dureza bastante alta, irão requerer um tempo de
polimento maior, o que implicará também em resultado final melhor.
Assim, conclui-se que para se conseguir o melhor polimento é
preferível trabalhar com aços de superfície endurecida.
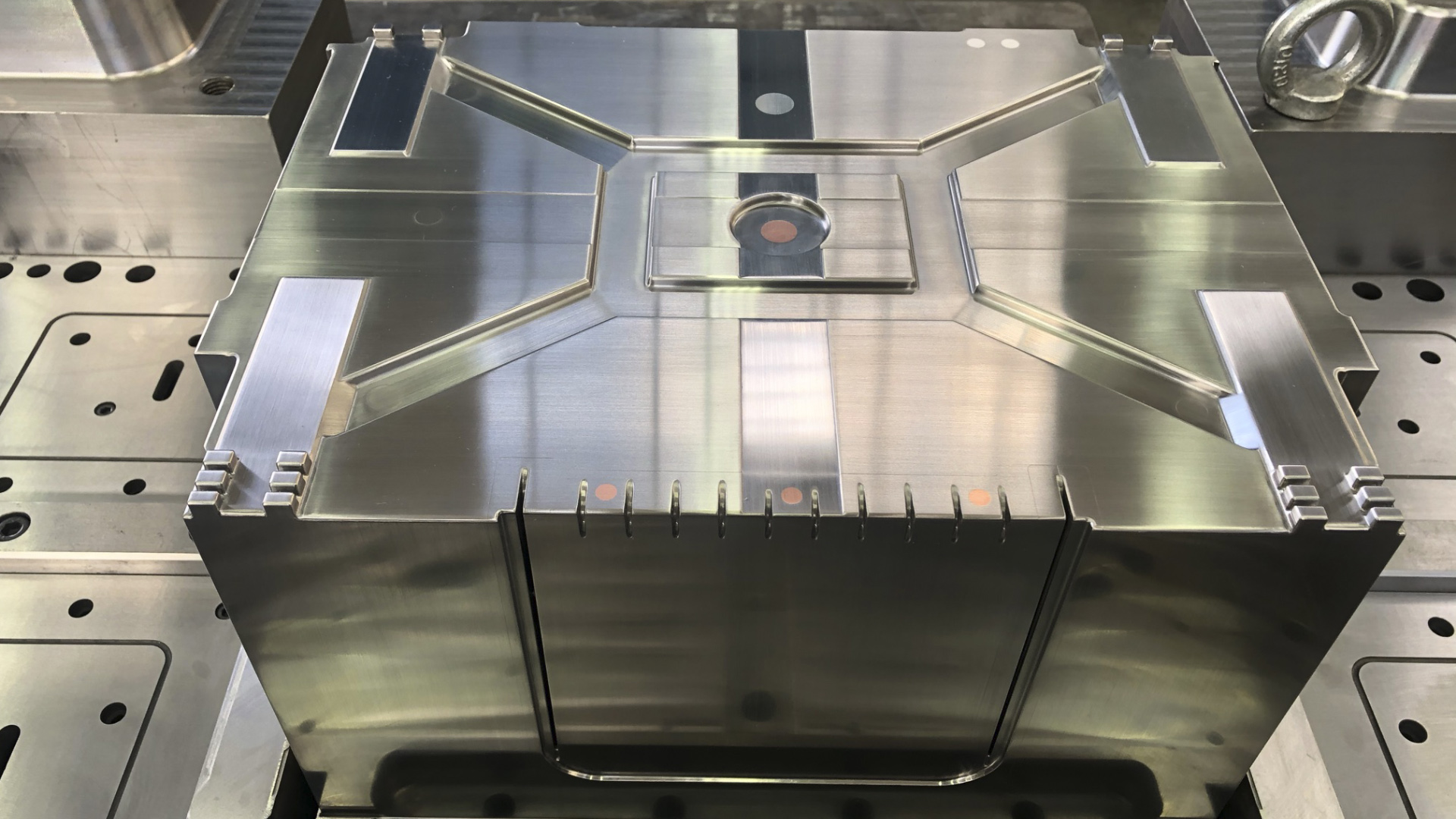
Em operações usuais, o pré-acabamento com pontas montadas em
máquinas manuais deverá ser feito antes do tratamento térmico
tomando-se, contudo, o cuidado de manter um certo sobre-metal
para permitir o ajuste final da cavidade. Isto é necessário
porque as variações dimensionais/empenamentos acontecerão no
decorrer do tratamento térmico. As cavidades usinadas por
eletroerosão são, sem dúvida, as mais difíceis de serem acabadas
e nesses casos é preferível tentar dar um acabamento bastante
fino com a própria máquina.
Essas cavidades ganham também uma camada relativamente fina, com
uma dureza bastante maior que o resto da placa. Fato semelhante
pode acontecer numa superfície nitretada. Ao se tratar de uma
cavidade por nitretação, podem surgir alguns defeitos muito
pequenos, quase imperceptíveis, como pequenas porosidades
difíceis de tirar através do polimento. Isso acontece pelo fato
de a cavidade já estar bastante endurecida. Já sabemos que as
cavidades tratadas assim proporcionam ótimos resultados de
polimento, mas devem ser polidas antes da nitretação, enquanto o
brilho deve ser aberto novamente após o processo, já que polir
uma peça já nitretada torna-se muito mais difícil devido a sua
alta dureza.